Нормирование расхода металла: как рассчитать норму на деталь с учётом отходов
«Лист ушёл — заказ выполнен, осталось пол-листа. А в следующий раз почему-то не хватило» — самая частая жалоба металлообработчика, который считает металл «по детали», а закупает «по плановой потребности». Между этими двумя цифрами стоит коэффициент использования материала (КИМ), и если он не зафиксирован в технологической карте, то и закупка, и себестоимость, и прайс для клиента живут в режиме «как пойдёт».
Норма расхода металла — это не формальный документ для бухгалтерии. Это рабочая цифра, которая отвечает на четыре вопроса в день: сколько металла закупить под план месяца, какая реальная себестоимость детали, сколько уйдёт в обрезь и где она физически окажется, и почему фактический расход в этом квартале на 18% выше нормы.
🔩 В Zolotenkov MRP норма расхода металла привязана к технологической карте детали: нетто-масса считается из 3D-модели или вводится вручную, КИМ задаётся по виду заготовки, а производственный заказ автоматически резервирует партию с нужным сечением и плавкой. Начать можно бесплатно.
В этой статье разберём: что входит в норму расхода металла, как считать её через КИМ и через коэффициент отходов, пример на фланце из листа и на вале из круга, почему карта раскроя меняет норму на 10–15%, и как нормативный расход кормит план закупок и реальную себестоимость партии.

Из чего складывается норма расхода металла
Норма расхода на одну деталь — это масса заготовки, которую вы списываете со склада, чтобы получить готовое изделие. Она всегда больше массы самой детали, и разница — это технологические отходы. Если упрощать, формула выглядит так:
mзаг = mнетто + потери на стружку + обрезь + концевые отходы + угар (при горячих процессах)
Четыре строки за знаком «плюс» — это и есть нормирование. Каждая из них зависит от способа получения детали и от того, как лежит деталь в заготовке (раскладка на листе, выход из прутка). Опишем по порядку.
Нетто-масса детали (mнетто) — то, что остаётся в готовом изделии. Считается из объёма детали по 3D-модели или по чертежу × плотность материала (для Ст3 это 7,85 г/см³, для алюминия — 2,7, для нержавейки 12Х18Н10Т — 7,9). Для типовых деталей записывается раз и навсегда в карточку.
Потери на стружку (Δстр) — для деталей, получаемых точением, фрезеровкой или сверлением, это разница между объёмом заготовки и объёмом детали. На фланце из круга Ø165, обточенном до Ø160, в стружку уходит наружный слой 2,5 мм по всему диаметру — это процентов 6 массы заготовки. На детали из листа после фрезерования контура — несколько процентов на удаление припуска по краям.
Обрезь раскроя (Δобр) — для деталей из листового, ленточного или полосового проката это куски листа, не попавшие ни в одну деталь. На типовом раскрое из листа 1500×3000 с однотипными деталями обрезь составляет 10–20%; на смешанном раскрое разнотипных деталей с плохой раскладкой — до 35%.
Концевые отходы (Δконц) — для прутка, трубы, профиля это куски на концах хлыста, которые короче минимальной заготовки или ушли в зажим пилы. На 6-метровом хлысте круга Ø80, из которого режутся заготовки по 240 мм, концевой отход — это «недокусок» 80–120 мм, который не превратится в деталь, но физически расходуется.
Угар (Δуг) — потери массы при горячих операциях: ковка, газовая резка с большим прорезом, плазма с большим зазором. Для холодной обработки на ЧПУ-парке угар не учитывается.
В ювелирной мастерской угар, опилки и возврат металла особенно заметны в себестоимости: даже десятые доли грамма меняют маржу изделия. Отдельный отраслевой сценарий разобран на странице учет ювелирной мастерской.
Если эти строки не фиксировать в карточке детали — норма расхода вырождается в одно число «прикинутое глазами», и любое отклонение фактического расхода ловится только в инвентаризацию.
Нетто, брутто и коэффициент использования материала
КИМ — это отношение нетто-массы детали к массе заготовки. Иначе говоря, какая доля закупленного металла осталась в изделии. Считается просто:
КИМ = mнетто / mзаг
И из этого выводится норма расхода:
mзаг = mнетто / КИМ

Типовые значения КИМ по способам производства:
- Точение длинных валов из прутка — КИМ 0,55–0,70. На обточке снимается большой припуск, стружка — основная статья потерь.
- Фрезеровка пластин из листа на плазме или лазере — КИМ 0,75–0,90 для оптимизированного раскроя, 0,55–0,70 для смешанной партии.
- Штамповка из ленты — КИМ 0,40–0,75 в зависимости от плотности раскроя и наличия перемычек.
- Литьё или ковка как заготовка — КИМ 0,80–0,95 (заготовка близка к форме детали).
- Газовая или плазменная резка деталей сложной формы из листа — КИМ 0,60–0,80, существенная доля припуска уходит на зачистку контура.
КИМ выше 0,9 в металлообработке встречается редко: это требует точной заготовки (литьё, точное штампование) или очень удачной раскладки. КИМ ниже 0,5 — повод задуматься, не дешевле ли купить готовую полуфабрикатную заготовку или сменить технологию.
Зачем эта одна цифра в карточке детали:
- Закупка по плану. Знаете план: «80 фланцев в этом месяце». Считаете нетто массу одного × 80, делите на КИМ → получаете массу металла к закупке. Не «возьмём лист с запасом», а «3 листа 1500×3000×8 мм».
- Прайс с учётом отходов. В себестоимость продукции закладывается mзаг, а не mнетто. Иначе клиент платит только за металл в детали, а обрезь — за ваш счёт.
- Сравнение технологий. Лазер vs плазма vs гидроабразив по одной и той же детали отличаются не только временем реза, но и КИМ. Иногда дешёвая по часу плазма проигрывает дорогой лазер по итоговой себестоимости из-за разницы в КИМ.
Виды отходов: что возвратное, а что — нет

В нормировании важно отличать безвозвратные отходы (ушли из производства навсегда — в лом, в стружку, в дым) от возвратных (вернутся в производство как заготовки для других деталей).
Безвозвратные:
- Стружка от точения, фрезеровки, сверления. Технически её сдают в лом, но по цене лома, не по цене проката. В себестоимости детали считается как полная потеря закупочной стоимости.
- Концевые недокуски прутка короче минимальной заготовки.
- Прорез при газовой/плазменной резке (3–8 мм ширины на каждый рез).
- Угар при горячих процессах.
Возвратные:
- Крупные обрезки листа, из которых можно сделать другие детали (полосы 200×1000 мм, прямоугольники 400×600 мм). Учитываются на складе как отдельная партия с привязкой к плавке исходного листа.
- Деловые остатки прутка длиной больше минимальной заготовки. Например, после нарезки восемнадцати валов по 240 мм из шестиметрового хлыста остаётся «деловой» остаток 1,68 м — это полноценная заготовка под партию валов на следующий запуск.
Зачем разделять: возвратные отходы меняют норму расхода в обратную сторону. Если вы стабильно используете обрезки от листа 1500×3000 на мелкие кронштейны — то по детали-кронштейну норма расхода ниже её «номинальной», потому что металл «уже куплен» под предыдущий заказ. Без партионного учёта это всё сваливается в общий котёл, и норма становится бесполезной.
В партионном учёте металла каждая возвратная партия (обрезь, деловой остаток) лежит на отдельной карточке с собственной плавкой и собственной нормой использования — см. Учёт металлопроката по плавкам, там разобрано, как обрезки наследуют сертификат и где у них ограничения по применению.
Формула нормы расхода: через КИМ и через коэффициент отходов
Есть два эквивалентных способа записать норму расхода — выбирайте тот, который удобнее в вашей карточке детали.
Через КИМ:
mзаг = mнетто / КИМ
Через коэффициент отходов:
mзаг = mнетто × (1 + Kотх), где Kотх = (1 − КИМ) / КИМ
При КИМ = 0,80 → Kотх = 0,25 → норма расхода в 1,25 раза больше массы детали. При КИМ = 0,60 → Kотх = 0,67 → норма больше в 1,67 раза.
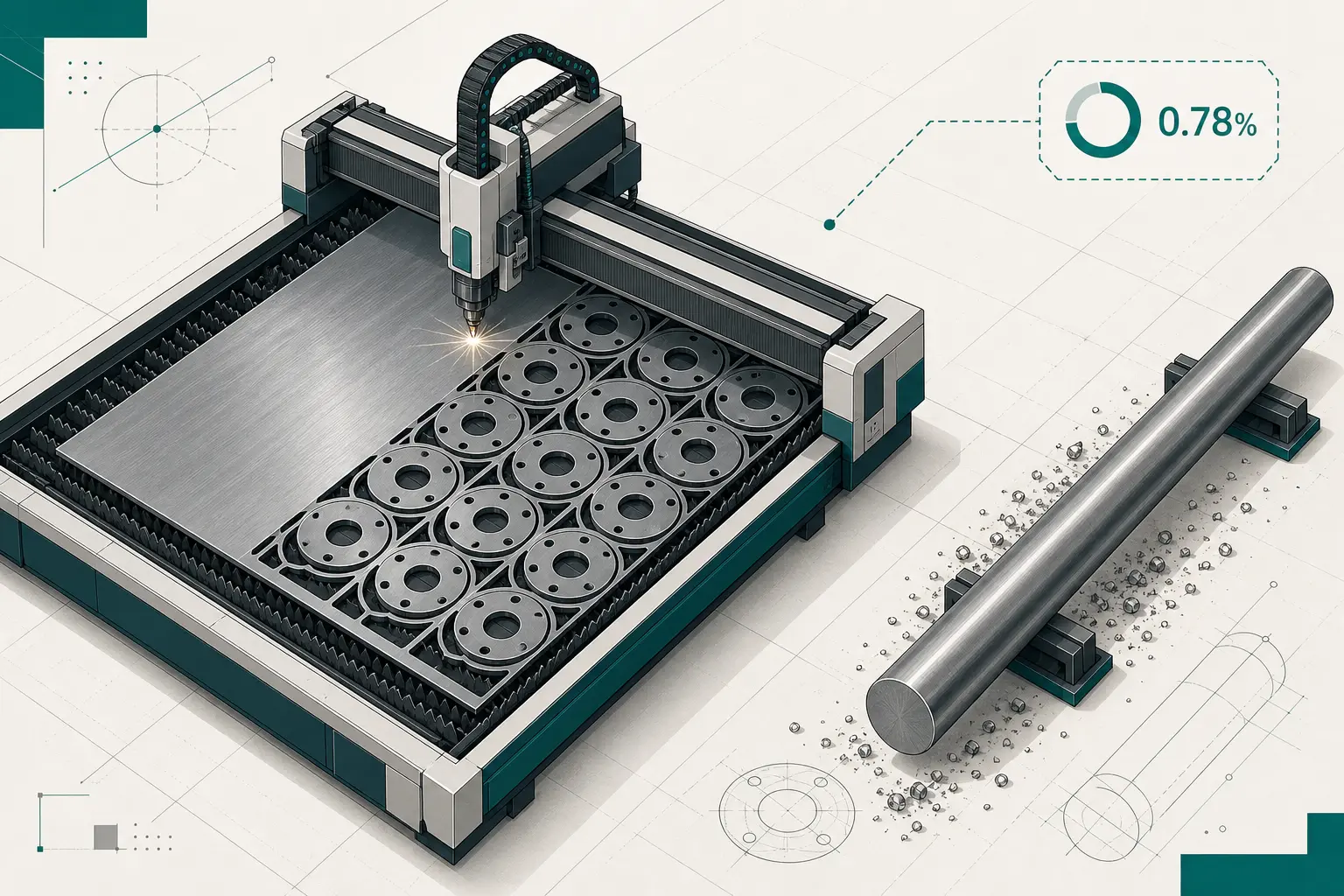
Какой способ удобнее: если деталь нормируется через раскрой листа — пишем КИМ (это интуитивно: «из листа в детали ушло 78%»). Если деталь точится из прутка с большим припуском — удобнее Kотх («на каждый кг детали 60% уходит в стружку»).
В MRP-системе для малого производства в технологической карте детали лучше хранить обе цифры плюс нетто-массу. Тогда любой пересчёт делается без редактирования формулы: меняется припуск на размер — пересчитывается КИМ, норма обновляется автоматически.
Пример 1: фланец из листа 8 мм
Возьмём прикладной случай: фланец Ст3 Ø160, толщина 20 мм, 6 отверстий М12. Но в этой статье нас интересует не время обработки, а сколько металла уйдёт. И здесь есть два сценария заготовки.

Сценарий А: из круга Ø165 толщиной 22 мм. Стандартный подход: режется заготовка пилой, на токарном обтачивается по торцу и наружному диаметру.
- Объём детали: π · (160/2)² · 20 ≈ 402 000 мм³ ≈ 402 см³, плотность Ст3 = 7,85 г/см³ → mнетто = 3,16 кг.
- Объём заготовки: π · (165/2)² · 22 ≈ 470 000 мм³ → mзаг = 3,69 кг.
- В стружку уходит 0,53 кг — это наружный слой 2,5 мм по диаметру плюс торцевой припуск 1 мм с каждой стороны.
- Концевой отход прутка: на хлыст 6 м из круга Ø165 укладывается 271 фланец заготовка по 22 мм, остаётся 38 мм — недокусок. На партию 40 фланцев из одного хлыста концевой отход распределяется как 1/271 на каждую заготовку = пренебрежимо.
- КИМ = 3,16 / 3,69 = 0,857. Хороший КИМ для точения с небольшим припуском.
- Норма расхода на 40 фланцев: 3,69 × 40 = 147,6 кг круга Ст3 Ø165.
Сценарий Б: из листа 8 мм лазерной резкой плюс наварка центральной втулки. Подходит для тонких фланцев или для составной конструкции. Допустим, фланец делается составным: пластина Ø160×8 мм из листа плюс приваренная втулка Ø100×12 мм из прутка.
- Объём пластины: π · 80² · 8 ≈ 161 000 мм³ → m = 1,26 кг.
- Объём втулки: π · (50² − 30²) · 12 ≈ 60 300 мм³ → m = 0,47 кг (с внутренним отверстием Ø60).
- mнетто детали = 1,73 кг.
- Раскладка пластин на листе 1500×3000×8 (282,6 кг): помещается 16 кружков Ø160 с отступом 8 мм → 16 деталей × 1,26 кг = 20,2 кг полезного веса из 282,6 кг листа. КИМ только пластин 0,071 — но это не КИМ детали, потому что на одной заготовке листа делаем 16 пластин плюс попутные мелкие детали (кронштейны, шайбы) из обрезков. Реальный КИМ с учётом догрузки раскроя ≈ 0,68.
- Концевой отход прутка Ø60 на втулки: 16 втулок × 12 мм = 192 мм из хлыста 6000 мм; остальные 5,8 м идут на следующие заказы.
- Норма расхода на 16 фланцев: пластины — 17,7 кг листа (если делим лист по детали = 282,6 / 16 = 17,7 кг на одну, но если есть попутные детали — меньше); втулки — 0,47 кг × 16 + концевой 0,5 кг.
Сценарий А (из круга) даёт КИМ 0,86 и предсказуемую закупку 3,69 кг металла на фланец. Сценарий Б (составной из листа) даёт более низкий «номинальный» КИМ, но потенциально дешевле, если у вас уже есть остаточные листы 8 мм от других заказов и попутные детали впитают обрезь.
Это нормальный момент в нормировании: на одну и ту же деталь может быть две карточки нормы расхода под две разные технологии, и выбор зависит от того, что лежит на складе и какие сопутствующие детали в этой партии.
Пример 2: вал из круга Ø80
Возьмём типовой ступенчатый вал: длина 240 мм, диаметры Ø75 (рабочая шейка 60 мм), Ø60 (основная часть 140 мм), Ø45 (резьбовая шейка 40 мм).

Нетто-масса:
- Объём шейки Ø75: π · 37,5² · 60 = 265 000 мм³
- Объём средней Ø60: π · 30² · 140 = 396 000 мм³
- Объём шейки Ø45: π · 22,5² · 40 = 63 600 мм³
- Сумма: 724 600 мм³ → mнетто = 5,69 кг.
Заготовка: круг Ø80, длина с припуском 250 мм (по 5 мм на торцевание с каждой стороны).
- Объём заготовки: π · 40² · 250 = 1 257 000 мм³ → mзаг = 9,87 кг.
- КИМ = 5,69 / 9,87 = 0,576.
- В стружку уходит 4,18 кг металла на один вал — это разница между Ø80 и реальными ступенями.
Норма расхода на партию 20 валов: 9,87 × 20 = 197,4 кг круга Ø80. Закупка: один хлыст 6 м (мхлыста ≈ 237 кг) полностью закрывает партию, остаётся деловой остаток 1 м ≈ 39,5 кг — это уже возвратная партия под следующие валы или короткие болты.
Если перейти на круг Ø78 (если такой типоразмер у поставщика есть):
- Объём заготовки: π · 39² · 250 = 1 195 000 мм³ → mзаг = 9,38 кг.
- КИМ повышается до 0,606.
- Экономия 0,49 кг металла на вал × 20 = 9,8 кг на партии = ≈ 800 ₽ при цене проката 80 ₽/кг.
На партии 20 валов разница небольшая, на серии 200 валов в месяц — это 9 600 ₽ в месяц, или 115 000 ₽ в год. Подбор типоразмера прутка ближе к чистовому размеру самой нагруженной ступени — простой способ поднять КИМ на 2–5 пунктов.
Карта раскроя: где живёт −10..−15% к норме
Для деталей из листа норма расхода резко зависит от раскладки. Один и тот же фланец Ø160 из листа 8 мм может укладываться:
- В плотный раскрой одинаковых фланцев с шахматной раскладкой — КИМ пластин ~0,72 на одной номенклатуре.
- В смешанный раскрой с попутными деталями (кронштейны, косынки, накладки) — КИМ листа 0,85+ за счёт впитывания обрезков.
- В раскрой «как пойдёт», когда оператор кладёт что попало в свободные места — КИМ 0,55–0,65, обрезь до 35%.
Если вы работаете не с металлом, а с мебельным листом, логика такая же: карта раскроя определяет и закупку, и себестоимость. Отдельный прикладной разбор — карта раскроя ЛДСП для мебельного цеха.

Программа раскроя (Lantek, SigmaNEST, отечественный Techtran) считает КИМ для конкретной партии и для конкретного листа. Если у вас её нет — норма расхода листового металла должна закладывать средний КИМ по факту последних 3–6 партий, не теоретический. Иначе закупка регулярно расходится с фактическим расходом на 15–20%.
Практический приём: после каждой партии листа в производстве оператор фиксирует:
- Сколько деталей вышло (mнетто × количество).
- Сколько металла было в листе (масса листа).
- Сколько ушло в делов`ые остатки на склад (вес обрезков > порога деловые).
- Разница = безвозвратные потери (рез + малая обрезь).
Полученный КИМ за партию записывается в журнал. Через 5–10 партий получаете честную статистику для своего цеха, своего оператора, своих типов деталей. Эта цифра и есть рабочая норма под закупку и расчёт себестоимости.
Опытная норма vs серийная
Норма на первый опытный образец и норма на серийную партию — это две разные цифры. На первом образце:
- больше припуск (страховка от ошибки в УП);
- больше пробных прогонов;
- ниже доля попутных деталей (мало вариативности на одном раскрое);
- выше доля бракованных заготовок (отладка процесса).
Реальные значения: опытный образец имеет КИМ на 5–10 пунктов ниже серийного. Если фиксировать норму по опытнику и оставить её на серию — она будет систематически завышать закупку на 5–15%. Если, наоборот, считать «по справочнику для серии 1000+» и применять к серии 20 — будет регулярно не хватать металла.
Правильная схема: в карточке детали хранятся обе нормы — опытная (для первой партии) и серийная (для типового объёма). При запуске заказа МRP-система выбирает норму по объёму партии или просит явно указать.
Где живёт норма расхода в системе учёта
Норма расхода металла — это не «бумажка в папке», это поле в технологической карте детали. Минимальная карточка детали в MRP-системе металлообработки содержит:
- Материал и сечение заготовки — Ст3, круг Ø80; лист 8 мм.
- Нетто-масса — 5,69 кг.
- КИМ — 0,576 для серии, 0,52 для опытного образца.
- Норма расхода (брутто) — автоматически считается из нетто и КИМ.
- Тип отходов — где образуются: стружка / обрезь / концевой.
- Раскладка (для деталей из листа) — ссылка на типовую карту раскроя или на программу раскроя.
- Технологические потери на партию — фиксированные «концевые» из расчёта на партию, не на деталь.
При запуске производственного заказа на N деталей система:
- Берёт норму расхода × N → плановая потребность в металле.
- Подбирает партии металла в складском учёте с нужным сечением, плавкой и сертификатом.
- Резервирует партии под заказ; если не хватает — поднимает заявку на закупку.
- После выпуска заказа сравнивает фактический расход (взвешенные обрезки + стружка) с планом — разница идёт в журнал отклонений.
🔩 У нас в Zolotenkov MRP карточка детали и план списания металла — рабочий модуль, его можно завести и считать норму на каждую деталь уже сейчас. Карта раскроя из CAD/CAM и автоматическая оптимизация раскладки — на ближайшей итерации, пока подгружается из внешних программ (Lantek, SigmaNEST). Тестировать на своих деталях можно бесплатно.
Почему «средняя норма по цеху» — ловушка
Метод «считаем общий КИМ по цеху раз в квартал» широко распространён в небольших мастерских: «у нас лом — 18% от закупки, значит КИМ цеха 0,82». В отчётности это выглядит прилично, но для нормирования отдельной детали этот средний показатель не работает.
Причины:
- Деталь из листа и деталь из круга дают принципиально разную картину отходов. Усреднение их в одну цифру даёт «среднюю по больнице».
- Сложные детали едят больше припуска, простые — меньше. Усреднённый КИМ занижает расход для сложных и завышает для простых.
- Закупки разной партионности — заказ из 5 деталей и заказ из 500 деталей имеют разную долю «концевых» и наладочных потерь.
- Возвратные обрезки в одном квартале могут полностью уйти в попутные детали, в другом — лежать мёртвым грузом. Если их не учитывать партионно, КИМ скачет от квартала к кварталу без видимой причины.
Цеховой средний КИМ годится только для верхнеуровневой оценки эффективности производства: «прошлый квартал — 0,71, этот — 0,68, что-то ухудшилось». Дальше нужно идти в детальный КИМ по карточкам деталей и искать конкретную деталь, на которой пошёл перерасход.
Что забрать из статьи
- Норма расхода металла = нетто детали + стружка + обрезь + концевой отход + угар. Не одна цифра, а четыре статьи потерь.
- КИМ = mнетто / mзаг. Типовой диапазон — 0,55–0,85 в зависимости от технологии. Ниже 0,5 — повод менять заготовку или технологию.
- Норма расхода = нетто / КИМ. Хранится в технологической карте детали вместе с нетто и КИМ.
- Возвратные обрезки и деловые остатки меняют норму в обратную сторону. Это работает только при партионном учёте металла с привязкой к плавке.
- Карта раскроя на 10–15% меняет КИМ листовых деталей. Без оптимизации раскладки норма расхода листа врёт.
- Норма опытного образца ≠ норма серии. В карточке нужны обе цифры.
- Средний цеховой КИМ годится для отчётности, не для нормирования конкретной детали. Считайте по карточкам.
🔩 Если хочется завести норматив расхода металла на свои детали и автоматически списывать партии с правильным сечением и плавкой — начните бесплатно или посмотрите страницу для металлообработки. Делаем под малосерийку 1–10 человек; стоимость внедрения и подписки есть на странице тарифов.
Дополнительно по теме:
- Учёт металлопроката по плавкам — как привязать каждый лист и пруток к сертификату и где живут обрезки.
- Как рассчитать машинное время на ЧПУ-станке — норматив Tшт в паре с нормой расхода даёт реальную себестоимость заказа.
- Нормы расхода материалов в производстве — общий разбор нормирования для разных ниш, не только металлообработки.
Читайте также
Как рассчитать машинное время на ЧПУ-станке для производственного заказа
12 мин чтения
Технологическая карта производства: что это, реквизиты по ГОСТ 3.1118-82, пример
16 мин чтения