Карта раскроя ЛДСП: расчет листов, обрезков и расхода для мебельного цеха
Мебельный цех на 3 человек делает кухню по индивидуальному проекту. Замерщик снял размеры, конструктор разлиновал в Pro100, получилось 42 детали из ЛДСП 16 мм трёх цветов: 24 детали белого, 12 — графита, 6 — дуб сонома. Дальше встаёт прозаичный вопрос: сколько листов 2750×1830 заказывать на закуп? Если на глаз — закажете лишнего на 1,5 листа графита и не хватит белого на полку, придётся ехать второй раз. Если в Excel разложить руками — потратите 40 минут и всё равно не угадаете оптимум.
Карта раскроя — это план, как из стандартных листов 2750×1830 нарезать конкретные детали проекта так, чтобы остатков было минимум, текстура смотрела куда надо, и пилильщик понимал последовательность резов. В этой статье — что должно быть в карте раскроя, как посчитать процент полезного выхода, какие бесплатные инструменты дают разумный результат для цеха на 2–7 человек, и где они начинают тормозить.

Что такое карта раскроя
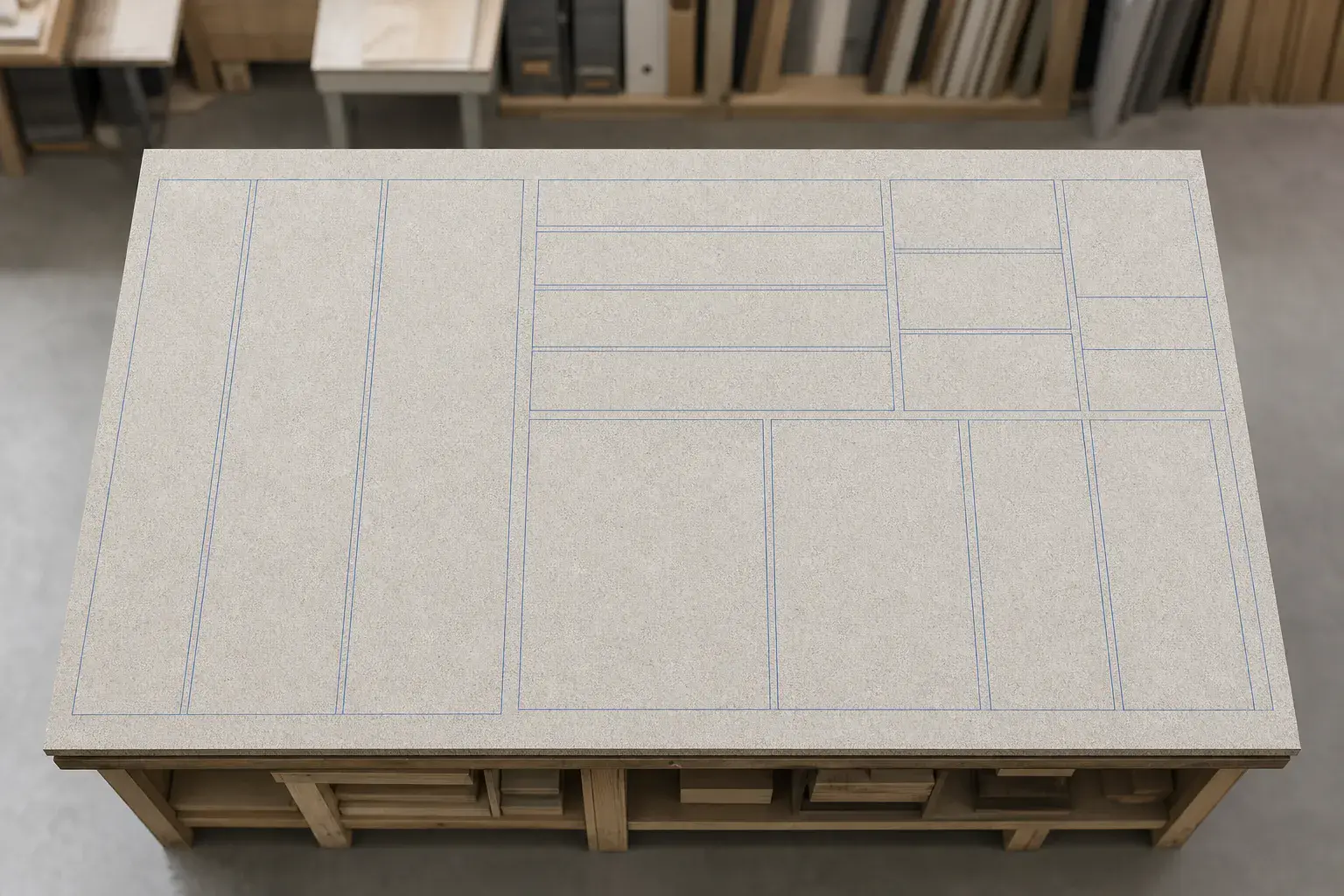
Карта раскроя — это графический документ, на котором показано: вот лист ЛДСП такого-то цвета и толщины, вот как на нём расположены детали проекта, вот размеры каждой детали, вот ширина пропилов, вот куда смотрит текстура. По одной карте раскроя пилильщик за смену превращает пачку листов в пачку деталей, готовых к кромлению и сверловке.
В простейшем виде — это лист А4 с прямоугольником листа (масштаб 1:30), внутри которого нарисованы детали с размерами. В более серьёзном — это PDF из специального ПО (Базис-Мебельщик, bCAD, Cutting Optimizer Pro), где автоматически проставлены номера резов в правильной последовательности с учётом гильотинности станка.
Карта раскроя нужна не только пилильщику. Она нужна:
- Закупщику — чтобы понять, сколько листов каждого цвета заказывать.
- Конструктору — чтобы проверить, помещаются ли все детали и нет ли деталей крупнее листа.
- Директору — чтобы оценить себестоимость материала: фактический расход × цена листа.
- Складу — чтобы списать со склада именно столько листов, сколько реально ушло, и заприходовать обрезки крупнее 200×400 в обменный фонд.
Без карты раскроя расход ЛДСП на проект — это «примерно 6 листов», и фактический расход после сборки расходится с плановым на 15–25%, накапливая мелкие потери в кассовый разрыв.
Из чего считается карта раскроя
Минимальный набор исходных данных, без которого ни один алгоритм не даст разумной карты:
1. Список деталей со спецификации проекта.
Каждая деталь — это: длина, ширина, толщина, материал (цвет ЛДСП), направление текстуры (есть/нет/не важно), количество, нужна ли кромка по сторонам и какая. Такая мебельная спецификация или рецепт изделия должна быть достаточно подробной, чтобы из проекта на 42 детали получилась таблица из 42 строк. Для одинаковых деталей (две боковины 800×450) — две строки или одна с количеством 2.
В мебельном цикле это не отдельный документ «для пилы», а продолжение нормирования: рецепт или проектная спецификация даёт список деталей, карта раскроя превращает его в листы и обрезки, а склад и MRP-система для малого производства затем сравнивают план с фактом. Если эта связка разорвана, закупщик видит только «надо 3 листа», мастер видит PDF карты, а себестоимость заказа после списания всё равно собирается вручную.
2. Параметры листа.
Стандарт ЛДСП в России — 2750×1830 мм (Egger, Kronospan, Lamarty). У Чайковского — 2800×2070. У некоторых поставщиков — 2440×1830 или 2440×1220. Закупщик заказывает в одном размере: смешивать в одной карте раскроя листы 2750×1830 и 2800×2070 нельзя, это разные алгоритмы.
3. Ширина пропила.
У форматно-раскроечного станка пила толщиной 3,2–4,2 мм. То есть каждый рез «съедает» 4 мм материала. На листе 2750×1830, если по нему делать 10 параллельных резов, теряется 40 мм. На итоговый расход это влияет: 1,5–2% площади листа уходит в опилки.
4. Технологический припуск на кромку.
Если деталь будет кромиться ПВХ-кромкой 2 мм, то перед кромлением её часто фрезеруют на станке кромкооблицовки, снимая 0,5–1 мм. Конструктор закладывает деталь 800×450 как «800×450 готовая», а резать надо 801×451 или 802×452 — зависит от технологии цеха. Это важно: если резать в чистый размер, после кромления деталь будет 798×448, а не 800×450.
5. Направление текстуры.
У ЛДСП с выраженной текстурой (дуб, бук, сосна) направление текстуры на лицевой стороне фасадов и боковин должно быть однонаправленным. То есть для боковины шкафа текстура — вертикально, для верхней крышки — вдоль фасада. В карте раскроя направление текстуры указывается стрелкой, и алгоритм размещения работает уже с ограничением «деталь нельзя поворачивать на 90°». На белом ЛДСП или графите без текстуры это не нужно.

Главная метрика: процент полезного выхода
Эффективность карты раскроя меряется одним числом — процентом полезного выхода:
К = (Σ S(детали) / Σ S(листы)) × 100%Где S(детали) — площадь всех деталей проекта (с учётом припусков), S(листы) — площадь всех израсходованных листов.
Норма для ЛДСП — 78–88%. Ниже 75% — у вас или специфический проект (много мелких деталей странных размеров), или плохая карта раскроя, или избыточный закуп. Выше 90% — отлично, но обычно достигается только на типовых конструкциях со склада (кухни-конструкторы), а не на индивидуальных проектах.
Пример. Кухня: 42 детали из ЛДСП 16 мм белого. Суммарная площадь деталей — 14,8 м². Закупили 4 листа 2750×1830 = 20,13 м². Процент выхода = 14,8 / 20,13 = 73,5%. Это плохо: либо неоптимальная раскладка (можно ужать в 3 листа), либо системный перерасход.
Если в цехе нет учёта этой метрики — фактический расход материалов плавает на 15–25% от проекта к проекту, и понять, почему один заказ дал маржу 22%, а другой 8% — невозможно.
Что считается обрезком, а не отходом. Обрезок ≥ 200×400 при толщине 16 мм — это полезный остаток, который идёт в обменный фонд на полки, задние стенки, мелкие детали следующего проекта. Обрезки меньше — это уже отход (в учёте — на 91 счёт). У хорошего цеха к концу месяца на стеллаже стоит 8–20 обрезков, которые идут в дело.
Алгоритмы раскроя: гильотинный vs негильотинный
Это техническое ограничение станка, которое многие игнорируют, а потом удивляются, почему ПО рассчитало 86%, а пилильщик реально пилит 74%.
Гильотинный рез — пила всегда идёт от края до края листа. То есть лист делится на полосы, полосы — на детали, и так далее. После каждого реза один из получившихся прямоугольников можно отложить, а другой пилить дальше. У 90% форматно-раскроечных станков в небольших цехах (Filato, Robland, MJ6132) — именно гильотинный рез. Это ограничение надо явно учитывать в калькуляторе.
Негильотинный рез — пила может остановиться внутри листа, развернуться, начать новый рез из любой точки. Так умеют только промышленные центры обработки (Biesse Selco, Holzma HPP). В малом цеху таких нет. Но онлайн-калькуляторы по умолчанию часто считают негильотинный рез — и дают +5–8% к проценту выхода на бумаге. На реальном станке этот лишний процент не воспроизводится.

Перед тем как доверять цифре из калькулятора, проверьте в настройках: гильотинный режим (guillotine cuts only) включён? Если нет — реальный выход будет на 5–8% хуже расчётного.
Бесплатные онлайн-калькуляторы: что реально работает
Обзор без рекламы, по состоянию на 2026 год. Все инструменты проверены на одном проекте — кухня на 42 детали белого ЛДСП 16 мм.
1. ПилКар (cutting.online). Веб, бесплатно без регистрации. Учитывает ширину пропила, направление текстуры, гильотинность. Импорт из CSV. На тестовом проекте дал 84,2% полезного выхода за 8 секунд. PDF-выгрузка нормальная — есть номера резов и габариты. Ограничение бесплатной версии — до 100 деталей, до 10 листов. Для цеха на 2–7 человек — хватает.
2. OptiCutter (opticutter.com). Веб, есть бесплатная версия (до 30 деталей). Минималистичный интерфейс на английском. Считает быстро, выгружает PDF. Из минусов — нет настройки направления текстуры (только в платной версии), и при сложных проектах с 60+ деталями требует подписку (~$10/мес). Для типовых корпусов и небольших проектов — годится.
3. Cutting Optimizer Pro (windows-приложение, есть бесплатная версия). Не онлайн, но бесплатная демо-версия считает любые проекты. Богаче по настройкам (гильотинность, текстура, приоритет резов, обменный фонд), но интерфейс из 2010-х. На тестовом проекте дал 86,8% — лучший результат среди бесплатных. Минус — нет CSV-импорта в бесплатной версии, детали вбиваются руками.
4. Excel + ручная раскладка. Не алгоритм, а ручной метод. Конструктор рисует прямоугольники листа и деталей в масштабной сетке (1 клетка = 50 мм). Для проекта на 10–20 деталей — работает, занимает 30–45 минут. Для 40+ — мучительно и обычно даёт 72–78% выхода. Метод подходит для разовых очень специфичных проектов, где автоматика спотыкается о ограничения (например, лист с дефектом по углу — приходится вырезать вручную, обходя зону).
5. Базис-Мебельщик / bCAD. Профессиональное российское ПО, не бесплатное (~50 000 ₽ за лицензию), но работает связкой проект → раскрой → этикетки на детали → передача на ЧПУ. Для цеха, который растёт от 7 человек и обрабатывает 30+ проектов в месяц — окупается за квартал.
Главное при выборе. Бесплатные онлайн-инструменты работают на проектах до 100 деталей и 5–8 листов. Когда параллельно идут 5–10 проектов и общий пул деталей на день — 200+, удобство ручного переноса между калькулятором и складом начинает съедать больше времени, чем экономия от автоматизации. Тогда нужна либо платная программа со связкой со складом, либо MRP-система, которая держит карту раскроя как часть проекта.
Пример расчёта: кухня на 42 детали
Для иллюстрации возьмём упрощённый проект.
| Деталь | Размер (мм) | Кол-во | Цвет | Текстура |
|---|---|---|---|---|
| Боковина нижнего шкафа | 720×560 | 8 | белый | — |
| Дно нижнего шкафа | 568×560 | 4 | белый | — |
| Цоколь | 100×600 | 8 | белый | — |
| Полка нижнего | 568×500 | 4 | белый | — |
| Боковина верхнего шкафа | 720×320 | 8 | белый | — |
| Дно/крышка верхнего | 568×320 | 8 | белый | — |
| Задняя стенка (ДВП 3мм) | — | — | — | другой материал |
| Фасад нижнего | 720×600 | 4 | графит | вдоль |
| Фасад верхнего | 720×600 | 4 | графит | вдоль |
| Фасад под мойку | 360×600 | 2 | графит | вдоль |
| Столешница (не ЛДСП) | — | — | — | другой материал |
Считаем площади:
- Боковины нижние: 0,72 × 0,56 × 8 = 3,23 м²
- Дно нижних: 0,568 × 0,56 × 4 = 1,27 м²
- Цоколь: 0,1 × 0,6 × 8 = 0,48 м²
- Полки: 0,568 × 0,5 × 4 = 1,14 м²
- Боковины верхние: 0,72 × 0,32 × 8 = 1,84 м²
- Дно/крышка верхних: 0,568 × 0,32 × 8 = 1,45 м²
- Фасады графит: (0,72×0,6×8) + (0,36×0,6×2) = 3,45 + 0,43 = 3,88 м²
Итого: белый ЛДСП — 9,41 м², графит — 3,88 м².
Площадь листа 2750×1830 = 5,03 м². Делим:
- Белый: 9,41 / 5,03 = 1,87 листа → закупаем 2 листа.
- Графит: 3,88 / 5,03 = 0,77 листа → закупаем 1 лист.
Прогон через калькулятор ПилКар:
- Белый — реально помещается в 2 листа, выход 93,5% (тут редкая удача — детали хорошо ложатся).
- Графит — помещается в 1 лист, выход 77,1% (низковато, потому что 3 крупных фасада оставляют узкую полосу обрезков).
Итого по проекту: 3 листа ЛДСП, плановый процент выхода 88,3%. Если бы покупали «на глаз» — взяли бы 4 листа (2 белый + 1 графит + 1 страховочный белый), переплатили бы ~1500 ₽ и захламили склад лишним обрезком 2750×1830.

На практике этот процесс должен быть привязан к конкретному производственному заказу в мебельном цехе: закупка листов, карта PDF, списание со склада и фактическая себестоимость относятся не «к месяцу вообще», а к заказу клиента.
Для типовых изделий эта цепочка начинается ещё раньше — с Рецепт мебельного цеха. Норма в рецепт показывает плановую потребность в листовом материале, карта раскроя уточняет, сколько листов реально уйдёт после раскладки, а закрытие заказа фиксирует факт расхода и пригодные обрезки. Так становится видно не только «сколько купить», но и где раскрой системно съедает маржу.
Ошибки при раскрое ЛДСП
Ошибка 1: не закладывают пропилы.
Калькулятор не настроен на ширину пилы 4 мм. На листе с 12 деталями это даёт 40 × 12 = 480 мм потерь, которые алгоритм не предусмотрел. В итоге одна деталь не помещается, и пилильщик обнаруживает это, когда лист уже на станке. Решение: ширина пропила всегда в настройках калькулятора, даже для прикидочной карты.
Ошибка 2: смешивают листы разных партий.
Закупили 3 листа белого ЛДСП в марте и 2 листа в мае — а оттенок белого у одного производителя гуляет на полтона между партиями. На сборке выясняется, что одна боковина чуть желтее. Решение: в спецификации проекта указывается артикул, и для одного проекта все листы — из одной партии или с явным согласием клиента «фасад из одной партии, задние стенки из другой».
Ошибка 3: игнорируют направление текстуры.
На сонома-дубе все боковины запилили текстурой поперёк, заметили только на сборке. Перепил — это +1 лист и день простоя. Решение: в карте раскроя стрелка текстуры должна быть для каждой детали на проектах с выраженной текстурой, и алгоритм должен учитывать ограничение «деталь нельзя поворачивать».
Ошибка 4: не учитывают обменный фонд.
В цехе на стеллаже стоит 6 обрезков 200×800 белого ЛДСП с прошлых проектов. На текущем проекте две полки 568×500 — но никто не вспомнил, что их можно выпилить из обрезков. Закупили новый лист. Решение: складской учёт обрезков ≥ 200×400 в отдельной номенклатуре и проверка обменного фонда перед закупкой.
Ошибка 5: не пересчитывают раскрой после конструкторских правок.
Клиент попросил сделать столешницу длиннее на 200 мм. Конструктор поправил проект, но карту раскроя не перегенерировал — закупили по старой. На пиле выясняется, что одна деталь не помещается, нужен ещё лист. Решение: любая правка проекта — это правка раскроя, нельзя «потом досчитаем».
Ошибка 6: считают расход общим итогом, без разбивки по проектам.
В месяц закупили 60 листов ЛДСП на 8 проектов. Какой проект сколько съел — неясно, фактическая себестоимость в карточке не считается. Через 3 месяца на одинаковых на вид кухнях маржа гуляет 15–25% — но почему, объяснить нельзя. Решение: расход материала списывается с конкретного проекта по карте раскроя, а не общей суммой со склада.

Когда онлайн-калькулятора уже не хватает
Бесплатные калькуляторы решают задачу «дай мне карту раскроя одного проекта». Они не решают задачи цеха, который ведёт 8 проектов одновременно:
- Поиск по обменному фонду. Перед расчётом раскроя — проверить, есть ли на складе обрезки нужных размеров. Калькулятор не видит склад.
- Списание материала на проект. После раскроя — фактический расход (3 листа) должен попасть на себестоимость конкретного заказа. Калькулятор выдаёт PDF, дальше — переписывать руками в учёт.
- План закупки сразу по нескольким проектам. Если на следующей неделе пилятся 5 проектов, и в каждом есть белый ЛДСП — оптимизатор должен видеть это как один пул и считать общий закуп, а не 5 раз отдельно.
- История раскроев. Через полгода смотрим — на проектах с фасадами из сономы дуба средний выход 81%, а на белом — 87%. Это знание влияет на смету и сроки закупки. В калькуляторе истории нет.
- Прозрачная себестоимость. Сколько реально стоил материал на этой кухне? Если расход не списан с проекта — фактическая маржа не считается.
Когда параллельных проектов 8+ — обычно цех или покупает специализированное ПО (Базис-Мебельщик), или внедряет MRP-систему, которая держит карту раскроя как часть проекта со ссылкой на склад.
Как мы это решаем в Zolotenkov MRP
Сразу честно: полноценного встроенного оптимизатора раскроя у нас пока нет — мы не конкурируем с Базис-Мебельщиком и не пытаемся переписать алгоритм гильотинного раскроя. Что мы делаем:
- Спецификация проекта держит список деталей с размерами, материалом, направлением текстуры. Эти данные экспортируются в CSV — формат, который понимают ПилКар, OptiCutter и Cutting Optimizer Pro.
- Склад листового материала ведётся отдельной номенклатурой с привязкой к артикулу и партии. На странице остатков подсвечиваются позиции ниже безопасного запаса с кнопкой «Создать закупку».
- Обменный фонд обрезков — отдельный тип номенклатуры (обрезок ЛДСП белый 16 мм, размеры 200×800). При планировании раскроя нового проекта система показывает доступные обрезки нужного материала и размера.
- Списание на проект — после того как раскрой посчитан и листы запущены в работу, фактический расход (3 листа белого артикула X, 1 лист графита артикула Y) списывается с заказа, и фактическая себестоимость материала видна в карточке.
- Импорт карт раскроя — PDF от ПилКар/OptiCutter подгружается в карточку проекта как вложение, чтобы пилильщик открывал именно ту карту, по которой считалась закупка.
Чего нет: автоматического алгоритма гильотинного раскроя внутри MRP, генерации PDF-карт с номерами резов. Это в дорожной карте, но не на ближайший квартал. Цехам, которые хотят полную цепочку проект → раскрой → этикетки → ЧПУ в одной программе, мы пока рекомендуем смотреть Базис-Мебельщик.
Вывод по карте раскроя
Карта раскроя — это не «бумажка для пилильщика», а главный документ, который связывает проект, закупку, склад и себестоимость. Без неё расход ЛДСП на проект — это «примерно столько», и фактическая маржа на одинаковых кухнях гуляет на 15–25%.
Минимальный набор для нормальной работы:
- Спецификация деталей с размерами, материалом, направлением текстуры, припусками на кромку.
- Бесплатный онлайн-калькулятор (ПилКар, OptiCutter) для проектов до 100 деталей. Гильотинный режим обязательно включён.
- Метрика процента полезного выхода — норма 78–88%, ниже — разбор, выше — отлично.
- Обменный фонд обрезков ≥ 200×400 — в отдельном учёте, проверяется перед закупкой.
- Списание расхода на конкретный проект — чтобы фактическая себестоимость была видна в карточке заказа.
Для цеха на 2–3 человек с 1–3 проектами в неделю хватит ПилКар + Excel + дисциплины. Для цеха на 5–7 человек с 8–15 параллельными проектами — пора связывать карту раскроя со складом и проектами в одной системе.
В Zolotenkov MRP спецификация проекта связана со складом листового материала и обменным фондом обрезков, расход списывается на конкретный заказ, фактическая себестоимость материала считается автоматически. Встроенного оптимизатора раскроя нет — мы интегрируемся с внешними калькуляторами через CSV-экспорт. Если ведёте мебельный цех и устали считать «сколько листов на этот проект» в Excel, начните бесплатно — мы помогаем настроить шаблоны материалов и обменный фонд под ваши изделия.
Читайте также

Учет мебельной мастерской: рецепт, заказы под клиента и серийный выпуск
4 мин чтения
Рецепт мебельного цеха: как описать стол «Сосна-300», чтобы пересчёт партии занимал 30 секунд
11 мин чтения